


VLaser 370
Warum ein Laser? Warum von VOLLMER?
Weil wir neben Erodieren und Schleifen mit dem Laserverfahren unser Angebot zur Bearbeitung von Rotationswerkzeugen vervollständigen. Weil wir Ihnen nicht nur ein ganz bestimmtes Verfahren bieten wollen, sondern genau das Verfahren, das Sie brauchen. Gerade für ultraharte Werkstoffe wie PKD, CVD-D oder MKD. Die Handhabung und Bearbeitung von Werkzeugen mit einem Durchmesser von 150 mm und einer Länge bis zu 250 mm macht die VLaser 370 absolut vielseitig. Hohe Bearbeitungsflexibilität, beste Oberflächengüte und Qualität - dafür haben wir die VLaser 370 entwickelt.
Die VLaser 370 ist sehr flexibel, hocheffizient und erzielt dadurch höchste Produktivität. Sie arbeitet kontaktlos, ohne Werkzeugverschleiß und ohne signifikante thermische Beeinflussung. Die Kombination aus Effizienz, Genauigkeit und hoher Schneidkantenqualität trägt zur Standzeiterhöhung Ihrer Werkzeuge und zur nachhaltigen Optimierung Ihrer Fertigungsprozesse bei. Einsetzbar ist sie gleichermaßen zur Fertigung wie zum Schärfen Ihrer Werkzeuge. Und natürlich bieten wir Ihnen auch hier Automatisierungslösungen für die mannlose Rund-um-die-Uhr-Bearbeitung. Wie immer bei VOLLMER – maximale Schärfe auf effiziente Weise erzielt.
LASERN - UNSERE LÖSUNG MIT HOCHPRÄZISER KINEMATIK
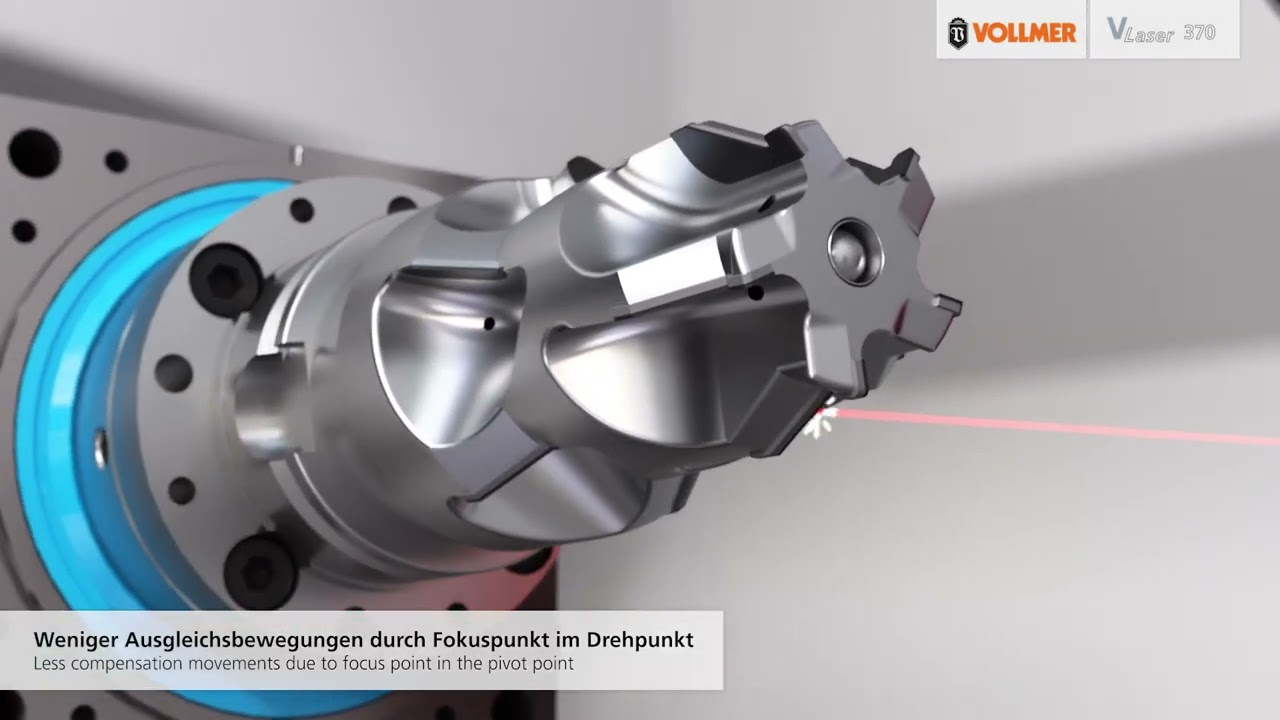
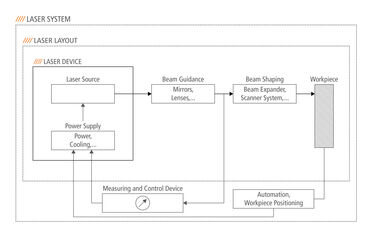
Herzstück der VLaser 370 ist eine feste Laserstrahlführung mit innovativer Maschinenkinematik. Die fünf Achsen sind dabei so übereinander angeordnet, dass die Bearbeitung des Werkzeugs stets im Drehpunkt der C-Achse liegt. Dadurch ist es möglich, Werkzeuge mit minimaler Achsbewegung zu bearbeiten und eine stabile Prozessführung zu gewährleisten. Gleichzeitig ermöglicht die kinematische Kette eine hohe Bahngenauigkeit, was sich positiv auf die Bearbeitungsgenauigkeit und Qualität der Werkzeuge auswirkt.

Exzellente Kinematik
Feste Strahlführung bedeutet keine Bewegung im Strahlengang. Das auf dem Zentralblock fixierte Strahlführungsgehäuse bietet den Vorteil einer erhöhten Prozessstabilität und dauerhaften Positionsgenauigkeit im Bearbeitungspunkt. Dies gewährleistet eine gleichbleibend hohe Qualität Ihrer Werkzeuge.
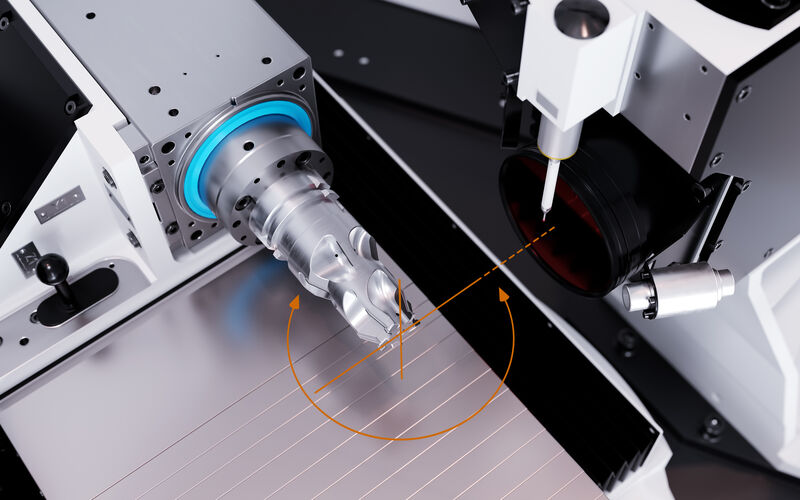
Bei der VLaser 370 dreht sich alles um den Laser. Und zwar buchstäblich im Drehpunkt der C-Achse. Fünf Achsen und ein Laser mit fester Strahlführung ermöglichen die exakte und effiziente Bearbeitung direkt im Drehpunkt. Prozesssicherer geht’s nicht. Genauer auch nicht.
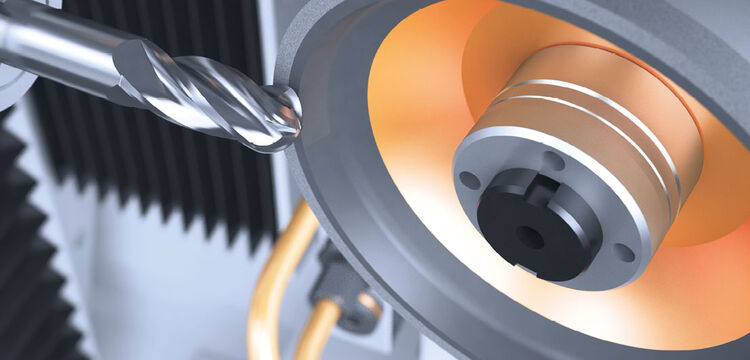
Einbringen von Spanleitstufen
Mit der Lasertechnologie von VOLLMER werden neue Möglichkeiten in der Werkzeugfertigung geschaffen. Unter anderem auch Prozesse wie etwa die Bearbeitung von Spanleitstufen. Dabei handelt es sich um eingearbeitete Stufen hinter der Werkzeugschneide, um die Spaneigenschaften zu beeinflussen.
Intelligentes Bedienkonzept und einfache Anwendung
Die Bedienphilosophie der VLaser 370 ist vielfach praxisbewährt und unseren Kunden bereits von der VPulse 500 bekannt. Es punktet mit einer einfachen, nutzerfreundlichen Anwendung dank intuitiver Benutzeroberfläche. Die Bedienung kann direkt per Touchscreen am Bedienpult oder per Maus und Tastatur erfolgen. Hohe Funktionalität durch die Festlegung der Reihenfolge der Auftragsbearbeitung, flexible Eingriffsmöglichkeiten sowie integrierte Technologieverwaltung. Das System ist IoT-fähig und ermöglicht Ihnen volle Transparenz über Ihre Maschine und Prozesse.
Wartungsarme Linearantriebe
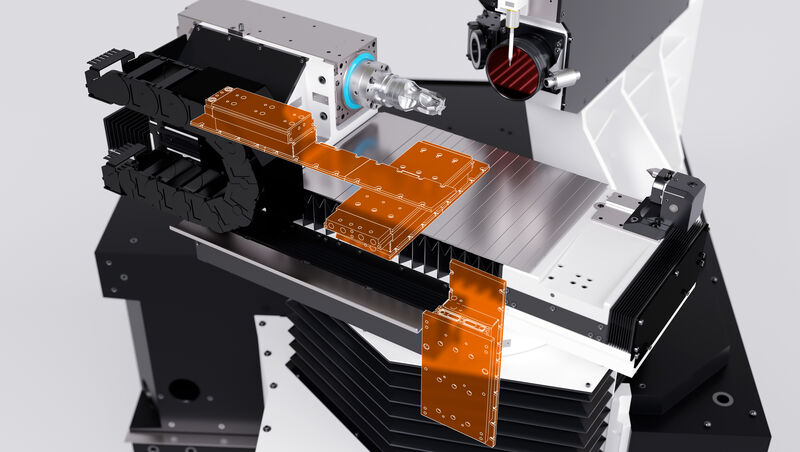
Alle Achsen der VLaser 370 sind mit Linearmotoren bzw. die Rotationsachsen mit Torquemotoren ausgestattet. Im Gegensatz zum Kugelgewindetrieb unterliegen sie keinem Verschleiß und arbeiten berührungsfrei, dadurch sind höhere Achsgeschwindigkeiten und Beschleunigungen möglich. Integrierte Glasmassstäbe in allen Achsen sorgen für eine optimale Stabilität und für äußerst hohe Positionierungsgenauigkeit.
Kompakte und durchdachte Bauweise
Die VLaser 370 überzeugt durch eine durchdachte Bauweise, höchste Steifigkeit sowie herausragende Dämpfung dank Polymerbeton. Bei der VLaser 370 hat VOLLMER auch die passenden Automatisierungslösungen parat - für die mannlose Bearbeitung in der Produktion und im Service. Rund um die Uhr.
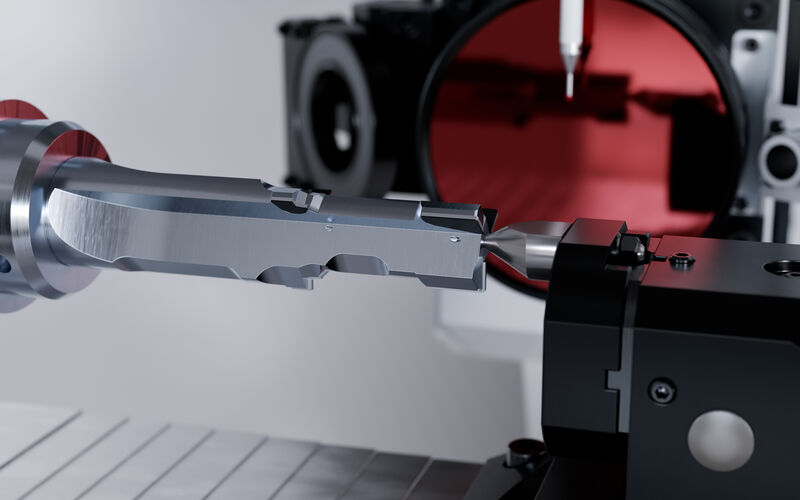
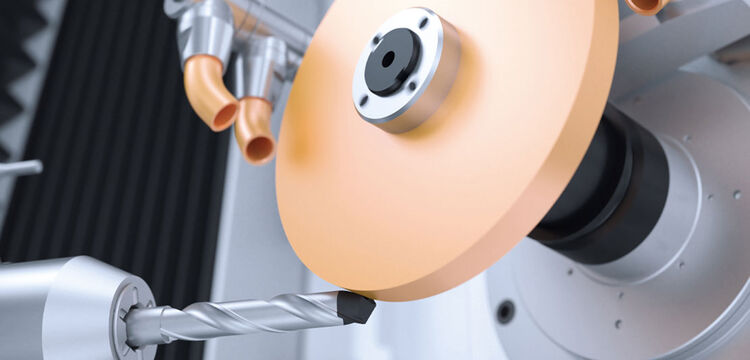
Einzigartig auf dem Markt: optionale Gegenspitze
Optional kann die VLaser 370 mit einer Gegenspitze ausgestattet werden, um eine noch höhere Rundlaufgenauigkeit zu erzielen. Die VLaser 370 ist damit die erste Lasermaschine auf dem Markt, die über eine solche Gegenspitze verfügt.
Die VLaser 370 macht den Unterschied
Ob kurze oder lange Werkzeuge, kleine oder große Durchmesser, einfache oder komplexe Konturen – die VLaser 370 bearbeitet Werkzeuge mit minimalsten Ausgleichsbewegungen und setzt gleichzeitig neue Maßstäbe bei der Bearbeitungseffizienz.












Erfahren Sie mehr über die Laser-Technologie
Ein Laser besteht aus drei wichtigen Bestandteilen: dem Lasermedium (z.B. CO₂ oder Kristalle), dessen Atome durch die Pumpe, dem zweiten wichtigen Bestandteil eines Lasers, in einen energetisch günstigeren Zustand versetzt werden. Der dritte Bestandteil eines jeden Lasers ist der Resonator, der letztendlich dafür sorgt, dass die im Lasermedium entstandenen hochenergetischen Photonen das Material verlassen, was den eigentlichen Laserstrahl darstellt.
Das Lasermedium:
Als Lasermedium können unterschiedliche Stoffe dienen. Es gibt feste, flüssige und gasförmige Varianten, in die sich die unterschiedlichen Laserarten kategorisieren lassen. Berühmte Vertreter einer jeden Kategorie sind beispielsweise Nd:YAG-Laser, Rhodamin in Methanol oder der CO₂-Laser. Bei Festkörperlasern kann auch die geometrische Form des Lasermediums zur Unterscheidung dienen. So gibt es unter anderem Stablaser, Scheibenlaser oder Faserlaser.
Das Lasermedium bestimmt zudem die Wellenläge der Laserstrahlung und die Art der Anregungsenergie. Gaslaser werden zum Beispiel durch elektrische Felder angeregt, Festkörperlaser durch Licht oder Infrarot-Strahlung. Hier kommt die Pumpe als weiterer Bestandteil ins Spiel.
Die Pumpe:
Die Aufgabe aller Pumpen ist immer die gleiche: Energie in das System einbringen und dadurch eine stimulierte Emission erzeugen. Dieser Vorgang wird Pumpen genannt, da Energie in das System „gepumpt“ wird.
Die Art der Anregungsenergie ist abhängig vom Lasermedium. Sie kann beispielsweise durch Lichteinstrahlung entstehen (optisches Pumpen), aber auch elektrische Prozesse, Wärme, Stöße mit anderen Teilchen und chemische Reaktionen können die benötigte Energie ins System übertragen und eine stimulierte Emission hervorrufen.
Der Laserresonator:
Am Ende des Prozesses steht der Resonator. Im einfachsten Fall kann man sich einen Resonator als allseits geschlossenen Kasten mit hoch reflektierenden Wänden vorstellen. Die Strahlung eines Lasers wird innerhalb des optischen Resonators hin - und her reflektiert. Dabei überlagern sich Teilwellen vieler Umläufe. Wenn die Wellenlänge des Strahlungsfeldes ein Vielfaches des doppelten Spiegelabstandes beträgt, überlagern sich die Teilwellen konstruktiv, andernfalls destruktiv. Dies führt zu einer Wellenlängenselektion. Der Resonator erfüllt damit zwei Funktionen: Er schränkt die Ausbreitungsrichtung und auch die Frequenz des Lichtes ein.
VLaser 370
Die VLaser 370 nutz einen Festkörperlaser. Festkörperlaser ermöglichen eine präzise Fokussierung des Laserstrahls. Er ist daher für solche Fertigungsverfahren optimal, bei welchen es auf die maximale Genauigkeit ankommt.
Unser Leben wird von Lasern mehr beeinflusst, als es uns im ersten Moment bewusst ist. In der Medizin erlauben Laser-Eingriffe zum Beispiel Operationen im Inneren des Auges. Im Alltag nutzen wir Laserlicht bei Blu-ray Discs oder das Internet funktioniert über schnelle Kommunikation mittels Laserlicht in Glasfaserkabeln. Und das ist nur ein kleiner Ausschnitt aus einer Liste von Anwendungen.
Das Prinzip Laser
Das Wort Laser ist ein Akronym, das für „Light Amplification by Stimulated Emission of Radiation“ steht. Übersetzt bedeutet dies „Lichtverstärkung durch stimulierte Emission von Strahlung“. Aber was genau ist eine stimulierte Emission?
Wenn Atome von außen Energie aufnehmen, bewegen sich ihre Elektronen von einer unteren Ebene (niedriger Energiezustand) auf eine höhere Ebene (hoher Energiezustand). Hierbei spricht man vom „angeregten Zustand“. Dieser Zustand ist instabil, das Atom versucht sofort in den niedrigen Energiezustand zurückzukehren. Dieser Versuch wird „Übergang“ genannt. Die zuvor eingebrachte Energie wird in Form von Licht wieder abgestrahlt. Dieses Phänomen nennt sich „natürliche Emission“. Das ausgestrahlte Licht kollidiert mit anderen Atomen, die sich in einem ähnlichen angeregten Zustand befinden, wodurch der „Übergang“ auch bei diesen Atomen ausgelöst wird. Diese, nochmals verstärkte Lichtemission, wird als stimulierte Emission bezeichnet.
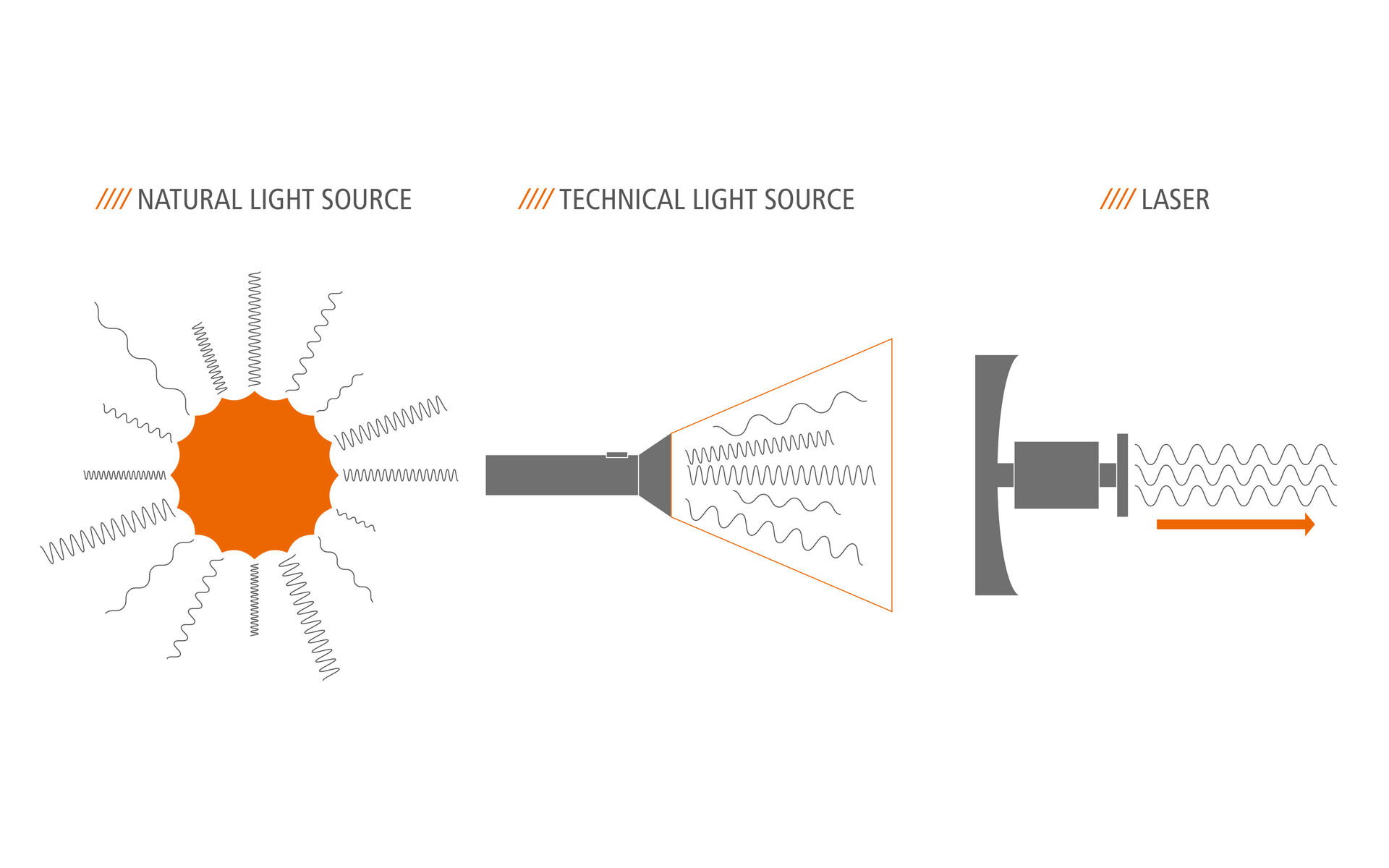
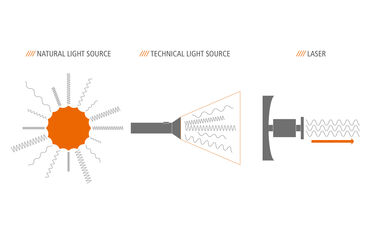
Was unterscheidet einen Laser von einer regulären Lichtquelle?
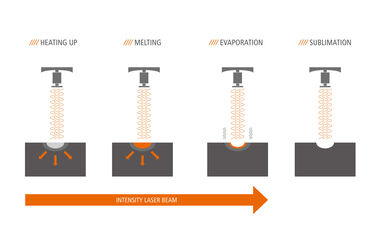
Bei einer herkömmlichen Lichtquelle wie einer Lampe streuen die Lichtwellen in unterschiedlichen Wellenlängen in alle Richtungen. In der Regel handelt es sich dabei um eine Mischung aus verschiedenen Farben, die im Ergebnis weiß erscheinen. Ein Laser hingegen sendet gebündelte Lichtwellen mit einer einzigen Wellenlänge aus und weist fast keine Streuung auf. Ein Laserstrahl ist kohärent, das bedeutet, dass die Lichtwellen mit ihren Spitzen und Tälern in perfekter Synchronisation schwingen. Diese Eigenschaft machen wir uns bei der VLaser 370 bei der Werkzeugbearbeitung zu Nutze: Die Intensität der Laserenergie bleibt durch die Kohärenz lange erhalten und kann durch Linsen noch weiter gebündelt werden. Wenn der Laserstrahl auf der Materialoberfläche des Werkzeugs auftrifft, wird er absorbiert und erhitzt dadurch das Material. Diese Hitzeentwicklung führt dazu, dass Material abgetragen oder gänzlich verdampft werden kann.
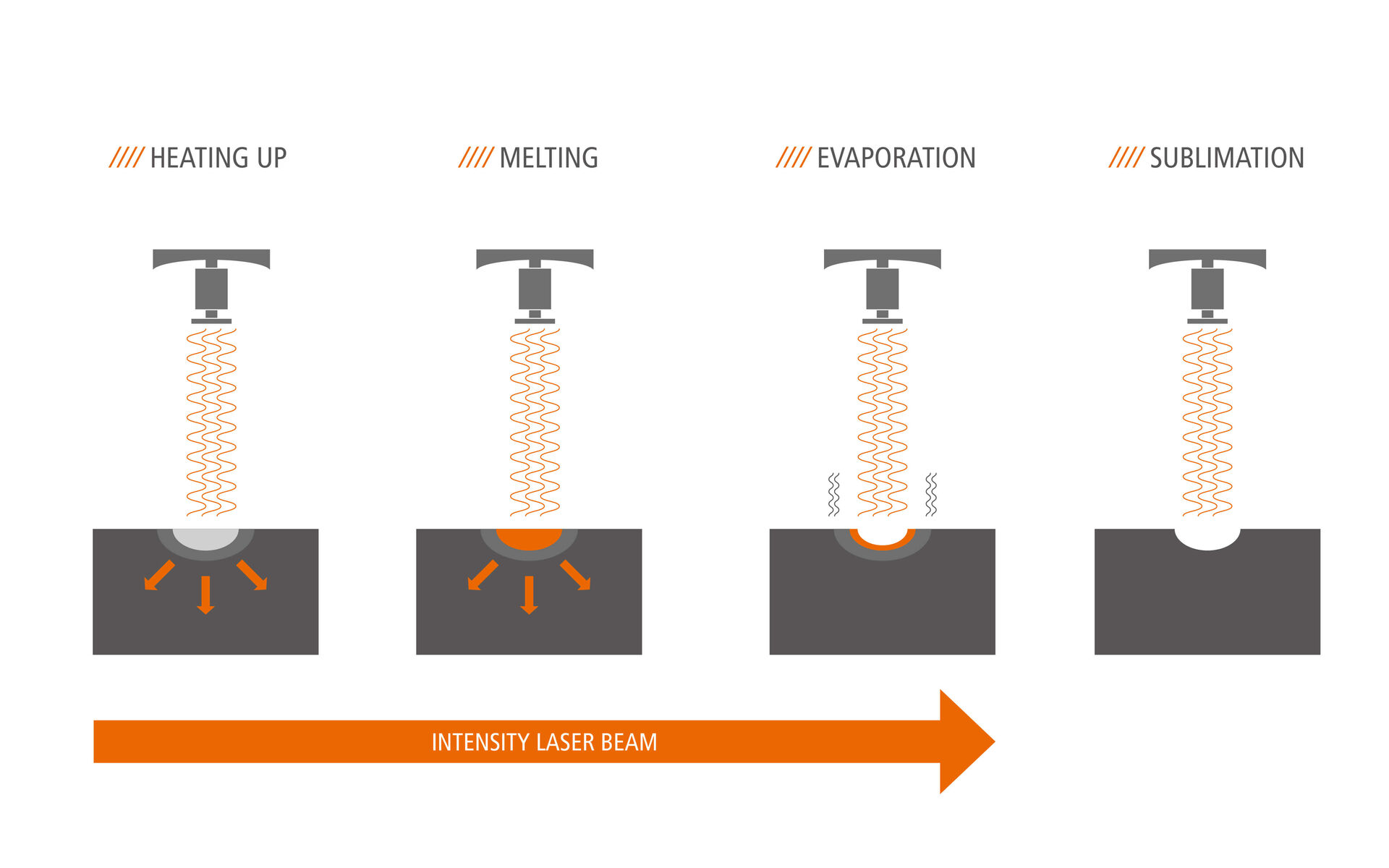
Ein Laser für hochwertige Schnittkanten
Die VLaser 370 nutzt hierfür einen wirtschaftlichen Laser im Kurzpulsbereich. Durch die Kombination aus kurzen Pulsen und hohen Pulsenergien geht fast jedes Material sehr schnell vom festen in den gasförmigen Zustand über. Selbst ultraharte Materialien wie PKD, CVD und MKD verdampfen einfach – der Laser arbeitet sich durch den Diamant sowie das Bindematerial und durchtrennt es sauber. So können die Schneiden und auch die notwendigen Spanleitstufen mit genauester Qualität und Formgenauigkeit hergestellt werden. Das Ergebnis: hochwertige Schnittkanten bei ultraharten Schneidstoffen.

Wenn man sich mit der Laserbearbeitung auseinandersetzt, wird man früher oder später mit bestimmten Gesetzen, Richtlinien und Normen konfrontiert. Da von einem Laser je nach Leistung eine Gefährdung ausgehen kann, stellen die darin aufgezeigten Maßnahmen den zuverlässigen Betrieb sicher. Die Anforderungen richten sich sowohl an Hersteller wie auch Anwender mit dem Ziel über potenzielle Gefahren zu informieren und Risiken zu minimieren.
Als Ausgangspunkt muss der Hersteller zunächst sein Laserprodukt klassifizieren. Die Klasseneinteilung erfolgt nach den durch die Laserstrahlung bedingten unterschiedlichen Gefährdungsgraden - ansteigend von Klasse 1 nach Klasse 4. Die Klassen orientieren sich an der zugänglichen Strahlung und an deren Auswirkungen für Augen und Haut im Falle eines Kontakts mit dem Laserstrahl sowie an indirekten Faktoren wie der Brand- und Explosionsgefahr. In Abhängigkeit von der Laserklasse leiten sich daraufhin entsprechende Schutzmaßnahmen ab.
Die Laserklasse der VLaser 370 – technische Schutzmaßnahmen
Trotz des Einsatzes eines Hochleistungslasers der Kategorie 4 in der VLaser 370 wird die Maschine im Normalbetrieb in die Klasse 1 eingestuft. Das heißt: Es handelt sich um eine sichere Lasermaschine ohne Gefahrenbereich. Grund ist, dass die Laserstrahlung im bestimmungsgemäßen Normalbetrieb durch die verbauten Sicherheitsvorkehrungen nach außen hin völlig abgeschirmt ist. Das Schutzgehäuse sowie das Laserschutzglas sorgen dafür, dass keine Strahlung nach außen zum Anwender dringt. Eine Absauganlage entfernt Dämpfe und Stäube. Die Maschinentür hat zudem eine Sicherheitsverriegelung, die das Öffnen der Tür während der Bearbeitung verhindert. Der Einsatz der VLaser 370 bei Ihnen vor Ort erfordert daher aufgrund des eingehausten Lasers und der Sicherheitsvorkehrungen keine aufwendigen Schutzmaßnahmen. Gesonderte Räumlichkeiten sowie das Tragen von Schutzkleidung sind nicht notwendig.
Während vom Normalbetrieb keine Gefahr ausgeht, kann es sein, dass bei Instandsetzungsarbeiten bzw. dem Service die Einhausung des Lasers geöffnet werden muss. Bei diesem Szenario greift eine höhere Laserklasse, die mit einer erhöhten Gefährdung und den damit erforderlichen Schutzmaßnahmen verbunden ist. Das Schutzgehäuse darf nur vom Fachpersonal mit speziellem Werkzeug unter Berücksichtigung von besonderen Schutzmaßnahmen entfernt werden. Werden die Servicearbeiten jedoch durch VOLLMER bewerkstelligt, tragen wir die Verantwortung für den Laserschutz während der Arbeit vor Ort.
Organisatorische Empfehlungen
Neben den technischen Maßnahmen, die den sicheren Betrieb einer Lasermaschine garantieren, sind ergänzende, organisatorische Schutzmaßnahmen empfehlenswert und in Betracht zu ziehen. Die Benennung eines Laserschutzbeauftragten bei Ihnen im Betrieb ist für die VLaser 370 zwar nicht vorgeschrieben; durch die Ausbildung erlangt der Mitarbeitende aber eine gewisse Fachkunde in dieser Thematik. Er kann hinsichtlich einer sicheren Anwendung beraten, Gefährdungsbeurteilungen und Unterweisungen durchführen, entsprechende Arbeitsanweisungen erstellen sowie Funktionen überprüfen.
Sicherheitsbewusstes Arbeiten spielt in allen Bereichen, in allen Abteilungen und beim Einsatz einer jeden Maschine eine wichtige Rolle. Die Laserbearbeitung ist hierbei keine Ausnahme. Auch wenn Normen und Regelungen zunächst komplexer erscheinen, ist dies im Fall der VLaser 370 kein Hexenwerk. Unser Team steht Ihnen aber auch hier beim Interesse an einer VLaser 370 mit Rat und Tat zur Seite.

